Что представляет собой линия по производству рулонных гвоздей?
Линия по производству гвоздей в рулонах - это процесс производства гвоздей в рулонах с использованием различных машин, включая проволокошвейные машины, машины для изготовления гвоздей, машины для полировки гвоздей, нитепрокатные машины и машины для изготовления гвоздей в рулонах. Гвозди в катушках расположены по кругу, соединенные между собой железной проволокой с медным покрытием. Существует четыре основные формы, включая малый, большой, джамбо и конический гвоздь. Основные типы гвоздей - гвозди с гладким хвостовиком, гвозди с кольцевым хвостовиком и гвозди с винтовым хвостовиком. Он устанавливается в гвоздодер для забивания в дерево или поддон и часто используется при сборке мебели, строительстве деревянных рам, изготовлении катушек для проволоки, а также деревянных поддонов, ящиков и упаковки.
Какие машины входят в состав линии по производству рулонных гвоздей?
Для производства гвоздей в катушках используется в основном пять машин, в том числе машина для волочения проволоки, машина для изготовления гвоздей, станок для полировки гвоздей, станок для накатки нитей и станок для изготовления гвоздей на катушках. Станок для волочения проволоки уменьшает диаметр стальной проволоки до требуемого размера. Станок для изготовления гвоздей разрезает проволоку на отрезки, изготавливает головку гвоздя и затачивает острие. Полировальная машина делает гвозди гладкими и яркими. Нитепрокатный станок формирует различные типы гвоздей. На станке для изготовления гвоздей из катушек сварочная проволока с медным покрытием сваривает гвозди с резьбой и сворачивает их в катушки.
Как производить рулонные гвозди?
Процесс производства ногтей на катушках можно разделить на шесть этапов:

- Волочение проволоки. Производственный процесс начинается с волочения проволоки. Стальная проволока диаметром 6,5 мм вытягивается на станке проволочно-вытяжной станок на катанку малого диаметра, например 2,8 мм, 3,1 мм, 3,4 мм, 3,7 мм, 4,1 мм и 4,5 мм, для подачи ее в гвоздезабивные машины. Меняя различные фильеры, можно получить любой диаметр, необходимый для изготовления гвоздей. А использование порошка для волочения позволяет уменьшить трение между стальной проволокой и фильерой и продлить срок службы фильеры.
- Изготовление ногтей. Затем протянутая проволока подается на машина для изготовления гвоздей, который разрезает проволоку на отрезки нужной длины, формирует головку гвоздя с помощью штифтового пуансона и затачивает кончик гвоздя с помощью гвоздодера. Различная длина гвоздей определяется длиной, выдаваемой гвоздезабивным ящиком. Гвоздильный станок работает на высокой скорости и может производить большое количество гвоздей за короткое время. Быстроизнашивающиеся детали, такие как гвоздодер, гвоздильный штамп и штифтовой пуансон, необходимо своевременно заменять, чтобы обеспечить производство высококачественных гвоздей.
- Полировка ногтей. После изготовления ногтей полуфабрикаты проходят этап полировки. На сайте машина для полировки ногтей полировка гвоздей с помощью опилочной пыли, машинного масла, парафина или других материалов для удаления заусенцев и дефектов на гвоздях. Пильная пыль удаляет острые края, машинное масло используется для придания гвоздям блеска и глянца, а парафин повышает устойчивость гвоздей к ржавчине. Поэтому готовые гвозди имеют яркий цвет и очень гладкую поверхность.
- Прокатка резьбы. После полировки проволочные гвозди нанизываются на резьбу резьбонакатная машина, который используется для изготовления гвоздей с винтовым, кольцевым и спиральным хвостовиком по технологии холодной обработки. Резьбонакатный станок оснащен виброплитой. Проволочные гвозди помещаются в виброплиту и затем автоматически упорядочиваются в рулон. Наконец, проволочные гвозди проходят через различные формы для накатки резьбы, образуя различные винты. Примечательно, что этот процесс не приводит к износу проволоки. При изготовлении рулонных гвоздей с гладким хвостовиком этап накатки резьбы отсутствует.

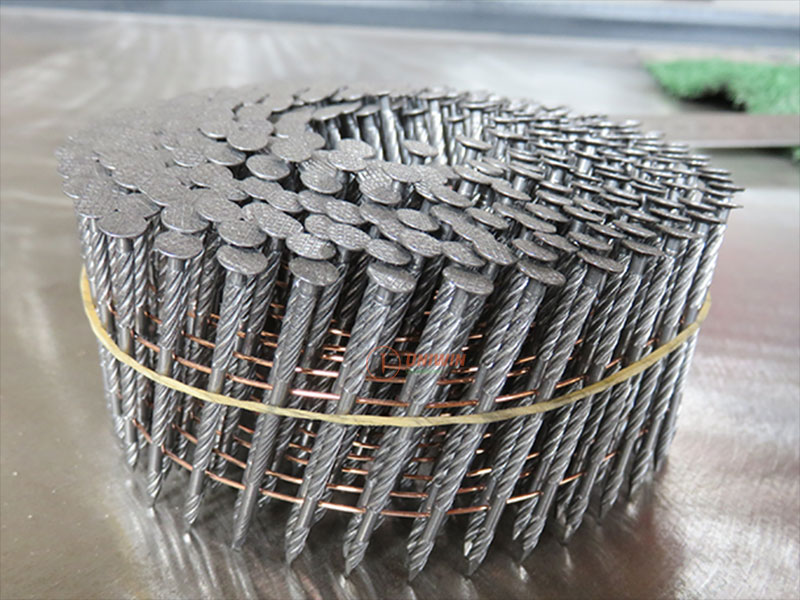
- Изготовление гвоздей на катушках. Затем из резьбовых гвоздей формируется катушечный гвоздь с помощью станок для производства гвоздей на катушках. Принцип работы станка для изготовления гвоздей в катушках включает в себя пять частей. Во-первых, резьбовые гвозди помещаются в вибрирующую плиту, затем вибрирующая плита выстраивает гвозди в порядке их расположения. Во-вторых, гвозди по направляющим попадают на сварочное колесо и свариваются сварочной проволокой с медным покрытием в ряд гвоздей. В-третьих, гвозди автоматически проходят маслосборник и счетное устройство и сворачиваются в рулон. В-четвертых, после того как количество гвоздей достигнет заданного значения, машина автоматически отрезает их. Наконец, оператор добавляет резиновую ленту к готовым рулонным гвоздям. Гвозди в рулонах выгодны для многих применений, поскольку их можно легко и быстро загружать в гвоздезабивные пистолеты или другие автоматизированные машины.

- Контроль качества и упаковка. Последним этапом технологического процесса является контроль качества и упаковка. Готовые рулонные гвозди проверяются на соответствие всем стандартам качества. Контроль качества может осуществляться как вручную, так и с помощью автоматизированного оборудования. После того как гвозди прошли контроль качества, они упаковываются в картонные коробки. В каждой коробке может находиться двадцать рулонных гвоздей.
Следует отметить, что точные детали этого процесса могут варьироваться в зависимости от конкретного оборудования, стандартов качества и конкретных видов производимых рулонных гвоздей.
Быстроизнашивающиеся детали при изготовлении гвоздей в катушках
Для производства высококачественных гвоздей необходимо регулярно проводить техническое обслуживание и осмотр всех узлов линии по производству гвоздей, особенно быстроизнашивающихся. Своевременное обнаружение и устранение износа деталей также минимизирует время простоя и обеспечивает бесперебойную работу производственных линий. Ниже перечислены наиболее часто встречающиеся быстроизнашивающиеся детали на линии по производству гвоздей:
- Проволочный штамп.В процессе волочения проволоки фильеры уменьшают стальную проволоку до нужного диаметра. При этом фильера может со временем изнашиваться в проволокопрокатной машине из-за постоянного трения с металлической проволокой.
- Кусачки для ногтей.Нож для резки гвоздей используется для резки холоднотянутой проволоки на гвозди на этапе изготовления гвоздей. В результате непрерывного процесса резки на гвоздильном станке ножи затупляются и требуют замены для поддержания качества резки.
- Форма для ногтей.Кроме того, форма для гвоздей предназначена для захвата тянутой проволоки при штамповке и может изнашиваться из-за постоянной работы гвоздильного станка и требует периодической замены.
- PinПуансон. Штифтовой пуансон формирует головку гвоздя в гвоздезабивной машине. Постоянное воздействие может привести к его износу или поломке, поэтому пуансон требует оперативной замены.
Перечень деталей проволочно-вытяжного станка
| Нет. | Пункт | Время жизни | Материал/Модель |
|---|---|---|---|
| 1 | Фильера для волочения проволоки | 15-20 т | Карбид вольфрама |
Перечень деталей станка для изготовления гвоздей
| Нет. | Пункт | Время жизни | Материал/Модель |
|---|---|---|---|
| 1 | Кусачки для ногтей | 1-2 месяца | Сплав/сталь |
| 2 | Форма для ногтей | 3 месяца | Карбид вольфрама/HSS |
| 3 | Штифтовой пуансон | 6 месяцев | Карбид вольфрама/HSS |
Перечень быстроизнашивающихся деталей резьбонакатного станка
| Нет. | Пункт | Время жизни | Материал/Модель |
|---|---|---|---|
| 1 | Плашка для накатывания резьбы | 6 месяцев | Легированная/холодноформовочная сталь |
| 2 | Магнитная пластина | 6 месяцев | Формовочная сталь |
| 3 | Гвозди нажимной пластины | 6 месяцев | Формовочная сталь |
| 4 | Датчик | 12 месяцев | M18, NPN |
| 5 | Реле | 12 месяцев | DC24, 10A |
| 6 | Весна | 12 месяцев | Пружинная сталь |
| Примечания:Примечание 2,3,4,5,6, каждые 2 шт. поставляются с машинами бесплатно. | |||
Перечень деталей станка для изготовления гвоздей в катушках
| Нет. | Пункт | Время жизни | Материал/Модель |
|---|---|---|---|
| 1 | Держатель гвоздей/основное дисковое колесо | 12 месяцев | Нержавеющая сталь |
| 2 | Сварочное колесо | 6 месяцев | Хром Медь |
| 3 | Магнитный вал | 12 месяцев | Сталь #45, сильный магнит |
| 4 | Пружинная пластина 10*45*400 | 12 месяцев и более | Пружинная сталь |